
Видове радиуси, образувани от огъване на въздуха върху пресова спирачка

Фигура 1
Когато имате остър завой, ударът пробива повърхността на материала по време на огъването. Когато имате минимален радиус на огъване (ще го наречем "минимална граница" между острия и перфектен завой), радиусът на носача започва да пробива повърхността на материала.
Въпрос: Прочетох вашата колона от известно време, а в магазина си прекарахме много време да спорим за това, което остър завой е във въздушна форма и как е свързан с минимален радиус на завой. Дали те са едно и също нещо, или има разлика? Бихте ли прегледали тази тема за нас, за да можем по-добре да разберем тези концепции и тяхното приложение в реалния свят?
Отговор: Има моменти, в които се налага да се разширяват и усъвършенстват дефинициите на нещо - и това е едно от онези времена. След месеци на проучване на свързани теми като k-фактора, открих, че наистина трябва да променим нашите определения на различните типове радиуси на огъване.
За формирането на въздуха имаме три приети вида: минимален, радиус и дълбок. Все пак, за да отрази всички изследвания, които са преминали през огъването на ламарина през последните десетилетия, може би е крайно време да се използва по-прецизна терминология.
Петте ордера на радиуса на огъване при натискане на спирачката
Има пет реда вътрешен радиус на огъване (Ir). В основата на прецизността на всички неща, Ir е това, което използваме, за да изчислим допустимите нива на огъване (BA) и изважданията от огъване (BD). Петте са както следва:
Острият радиус на завоя
Минимален радиус на завой
Перфектен радиус на завоя
Извита повърхност или радиус
Гъвкав радиус на огъване
Рязко огъване на радиуса върху спирачката на пресата
Острият радиус на огъване е този, при който центърът на огъването е намачкан. Това нагъване е причинено, когато налягането се прилага в толкова малка област, че прилаганият тонаж надвишава способността на материала да устои на тази сила, позволявайки на носа на перфорацията да пробие повърхността на материала.
Намаляването на центъра на радиуса предизвиква промени в дебелината на материала (Mt), границата на провлачване, якостта на опън и посоката на зърната. Те на свой ред водят до вариации на ъгъла в крайния завой и вариации в изваждането на огъването (BD). В най-лошия случай острите завои създават слаба точка в металния лист и причиняват отклонение в крайния продукт.
Независимо дали овалът се огъва, това е функция на материала, а не най-остър удар в магазина ви. Когато върхът на перфоратора е твърде малък в сравнение с тонажа, необходим за оформяне, товарът ще бъде концентриран на такава малка площ, като ударът ще започне да пробива повърхността на материала.
От тук имате два избора. Първо е да останете с острия завой и да изчислите BA, външната неуспех (OSSB) и BD, като използвате стойността за естествено плаващия радиус. Ако радиусът на носача трябва да остане същият, по време на производството ще трябва внимателно да наблюдавате ъглите на огъване. Отново, тъй като остри завои пробиват повърхността на материала, те усилват вариациите на ъгъла на огъване от промените в свойствата на материала, посоката на зърната, дебелината и якостта на опън и добив.
Вашата втора възможност е да изчислите BA, OSSB и BD, като използвате естествено плаващия вътрешен радиус - само че този път сменяте носа на перфорацията към радиус възможно най-близо до естествено плаващия радиус, без да надвишава стойността на радиуса. Ако носът на перфорацията превиши стойността на плаващия радиус, материалът ще поеме новия, по-голям радиус, отново променяйки всички ваши BD стойности и плоската заготовка.
Поддържането на радиуса на носача възможно най-близо, но все пак по-малко от плаващия Ir ще ви даде най-стабилния и последователен ъгъл на огъване и, като разширение, стабилни линейни размери.
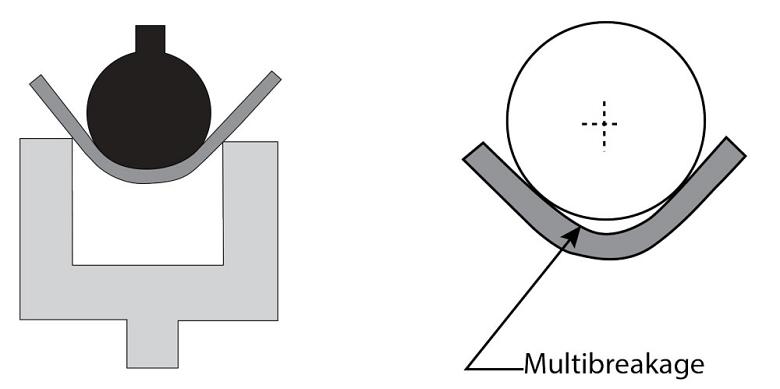
Фигура 2
В радиус завой (отляво), материалът остава в контакт с повърхността на лицето за перфорация. Но тъй като съотношението Ir-to-Mt се увеличава, получавате дълбок радиус на завой, тъй като възниква мултиреакция (вдясно). Многоизмерването се проявява, когато вътрешният радиус на материала се отделя от носа на перфоратора.
Минимален радиус на огъване при пресовата спирачка
Минималният радиус на огъване не е най-остър нос, който може да се намери в магазина, което често е погрешно да се разбира от много инженери и програмисти. Вместо това, радиусът на минимално огъване може да опише една от двете неща, в зависимост от контекста.
Първо, това е точката, в която огъването се огъва и носът на перфорацията започва да прониква в повърхността на материала. Наречете го като определение за „минимална граница“ (вж. Фигура 1 ). Второ, той може да означава най-малкия въздух, образуван вътрешен радиус, който можете да постигнете, без да напуснете външната повърхност на завоя.
Позовавайки се на второто определение, доставчиците на материали често изброяват минималния вътрешен радиус в кратни на Mt - например 1Mt, 2Mt. За да бъдем по-точни, можете да изчислите минималния радиус на огъване, използвайки намалението на опън на даден материал. За повече информация вижте “Анализ на k-фактора при огъване на ламарина” от септември 2018 г., архивиран на www.thefabricator.com.
Само за да разбърквате нещата по-нататък, можете да имате минимален радиус на завой, използвайки достатъчно остър удар, който започва да пробива (първо определение) и също да образува пукнатини по външния радиус. Независимо от това, двете определения са тясно свързани, тъй като те донякъде зависят от якостта на опън на материала. Колкото по-голяма е якостта на опън, толкова по-голям трябва да бъде носът на перфоратора, за да се избегне напукване на външната страна на завоя. Това важи и за твърдостта; колкото по-твърд е материалът, толкова по-голям е радиусът.
Независимо дали ще намалеете центъра на завоя, и двата вида завои с минимален радиус (заедно с остри завои) ще компрометират целостта и цялостната консистенция на материала. Защо е това? Тъй като и резките, и минималните радиуси на радиуса водят до прекомерно напрежение на опън. Това променя формата на радиуса, като по този начин се променя удължението в извивката.
В прецизен метален лист всяка част, всеки завой и всеки вид материал имат определени характеристики, които водят до всеки свой вътрешен радиус на огъване. Тя никога няма да бъде същата и това трябва да се има предвид при проектирането на части от ламарина. За последователност, опитайте се да проектирате части с вътрешен радиус, който е близо до дебелината на материала, което ни води до следващия вид радиус: перфектният огънат.
Перфектното огъване на радиуса на пресовата спирачка
Перфектният радиус на завой е този, при който връзката на Ir с Mt е 1 към 1 (т.е. Ir е Mt), но също така обхваща малък диапазон от стойности, които започват при минималния радиус и достигат до 125% от Mt.
Идеалният радиус на завой е точно това - перфектно. При връзка 1-към-1-до-Mt, огъването е в най-стабилното си състояние, което ви позволява да произведете радиус с най-малкото количество вариации между завоите. Ще произведете постоянен ъгъл на огъване, постоянни размери и най-малък обем.
Тази връзка от 1 до 1 също се случва да бъде единствената стойност, при която валидното 8х правило е валидно - това означава, че ширината на матрицата трябва да бъде 8 пъти по-висока от Mt. Това правило става невалидно, когато съотношението Ir-to-Mt стане по-голямо или по-малко.
Огъване на повърхността или радиуса и дълбоко огъване на радиуса
Повърхностните или радиусните извивки са там, където вътрешният радиус е по-голям от 125% до приблизително 12 пъти Mt. Отново, това е приблизително. По-точната горна граница за радиусните завои е свързана с поведението на материала, който ще разгледам скоро.

Фигура 3
Уретанова подложка избутва обратно към материала, принуждавайки го срещу радиуса на удар.
Тъй като съотношението Ir-to-Mt се увеличава, същото се случва и при възвръщането. А когато съотношението Ir-to-Mt е много голямо, материалът не е много пластичен, дори при ниска якост на опън, и всичко това може да доведе до мултиреакция (виж Фигура 2 ). Често срещан в материала с ниска якост на опън и по-рядко срещан в материалите с по-висока якост, многоизмерването се проявява, когато вътрешният радиус на материала се отделя от носа на перфоратора. Многовръзката може да настъпи, когато съотношението Ir-to-Mt надвиши 12-към-1, но при подходящи обстоятелства, може да приеме съотношение толкова високо, колкото 30-до-1.
Кога радиусният завой се превръща в дълбок радиус? Тя може да бъде описана като момент на отделяне на материала от радиуса на перфоратора. Отново, това може да се случи, когато съотношението Ir-to-Mt надвишава 12-към-1, но в някои случаи може да достигне до 30-до-1.
Материалните атрибути играят важна роля в резултатите, които ще постигнете. Ще откриете значителни вариации в химическия състав, леченията и нагласите във всеки вид материал или група, толкова много, че е трудно да се определи точното място, където се случва промяната.
До външен ъгъл на огъване от 90 градуса материалът ще следва вярно контура на радиуса на перфоратора. Но тогава и проникването в пространството на матрицата, и пролетта, вършат магията си. С увеличаването на външния ъгъл на огъване ще видите пропорционално увеличение на количеството на пружината. Колкото по-далеч трябва да отидете, за да компенсирате пружинирането, толкова по-голямо е разстоянието между Ir и Rp, и колкото по-малко Ir става относително спрямо радиуса на удар. Дълбокото извиване на радиуса ще изисква някаква форма на компенсация или отблъскване, за да се поддържа материалът в контакт с радиуса на перфорацията (виж фигура 3 ).
Между другото, те все още могат да бъдат допълнително разделени чрез метод на огъване: огъване на въздуха, дъно, конус, сгъване и избърсване. Това е тема за друг ден и друга колона. Независимо от това, ако сте във въздуха, използването на тези пет условия може да помогне на всеки в магазина да говори на един и същ език, за да се справи с всяко предизвикателство, свързано с огъване.





