Поддържане на безопасност, докато огъване на части бързо върху преса спирачка
Съвременната технология за пресоване увеличава производителността и безопасността
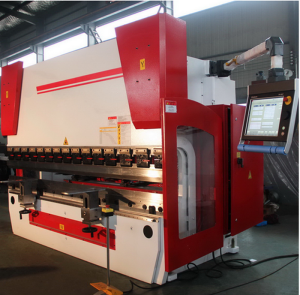
Bystronic Electric Press Brake

Фигура 1
Частите могат да се обработват до два пъти по-бързо на електрическа преса, в сравнение с традиционната хидравлична спирачка.
Исторически погледнато, по-голямата част от разработките в технологията за спирачни преси са фокусирани върху времето за настройка. Променящите се изисквания на пазара принуждават производителите да търсят по-рентабилни начини за справяне с по-малки размери. През 90-те години на миналия век производителите на оригинално оборудване и техните доставчици вече не се интересуваха от извършването на големи нива на инвентаризация чрез спад в икономиката и в резултат на това те поставяха повече изисквания за точно навреме на гърба на производителите.
Днес индустрията вижда разпространението на високоскоростната технология за лазерно рязане на високоскоростни влакна, която също прави значително въздействие върху производството на ламарина. Оптичните лазери са в състояние да произвеждат повече от два пъти частите като класическия стандартен CO 2 лазер в същото време на рязане. Поради тази драматична промяна в възможностите за рязане, други процеси, свързани с производството на ламарина, неизбежно трябваше да се адаптират.
За много производители, следващата операция след разфасоването е огъването на тези части върху преса. Въпреки това, просто увеличаването на скоростите на плъзгане не е крайното решение за поддържане на крачка с нарастващите изисквания на клиентите и по-бързи машини за лазерно рязане. Целта е увеличаването на общата производителност, без да се застрашава безопасността на оператора. Тук технологията помага.
Появата на електрическата преса
Очевидно е, че подобряването на дисковото устройство има много общо с производителността. Най-новата технология за бързо огъване на частите е така наречената електрическа преса (виж Фигура 1 ). Електрическото пресово задвижване или електрическата преса за спирачките се отнасят до пресово задвижване с директно действие, при което завоите на двигателя са пряко свързани с движението на буталото. Това обикновено се постига чрез масивно механично редуциране на предавките. Скоростите, които могат да се постигнат, са по-високи с тази технология с директно задвижване. Голяма част от повишаването на производителността се дължи на способността на овен да ускори бързо; с този сценарий, разбира се, овен също така бързо намалява скоростта, за да запази оператора безопасен.
Електрическите спирачки за пресоване са около два пъти по-ефективни от конвенционалната хидравлична спирачна преса. Това е в крак с увеличаването на производството, свързано с технологията за лазерно рязане.
Хибридните хидравлични спирачки за пресоване често се поставят в същата категория като електрическите спирачки за пресоване, защото те функционират много подобно на пресата с директно действие. Тази хибридна технология за пресови спирачки използва съотношението на помпите и диаметъра на цилиндъра, за да постигне механично предимство, точно като конвенционалната хидравлична спирачна преса, но приликата свършва дотук. Задвижващият двигател на хибридната технология е сервомотор и помпата изпраща масло директно в цилиндрите. Когато помпата се върти, таранът се движи, елиминирайки типичните закъснения на времето за реакция, свързани с клапаните за регулиране на дебита в хидравличните спирачки.
Визия за безопасност
В продължение на десетилетия се използват леки завеси за защита на оператора. Те създават виртуална бариера в предната част на машината. Ако операторът по невнимание постави някоя част от тялото си в охраняваната зона, таранът се изключва. Тъй като повечето от тези бариери се основават на една точка на физическо прекъсване на светлината, те не могат да различават частично оформената заготовка и всяка част от оператора. Поради това операторът на спирачната преса често ръчно заглушава бариерната зона или напълно изключва цялата охранителна система.
Поради тази невярна сигурност с леки завеси са въведени лазерни и визуални охранителни системи (виж Фигура 2 ). Тези системи са "по-умни" от конвенционалните светлинни завеси. Например, те могат да разпознаят разликата между огънат фланец на четиристранна кутия и ръката на оператора под перфоратора. Системите тип Vision също имат тенденция да позволяват непрекъснато огъване на по-къси предни фланци. Системите от лазерен тип действат като ограничителен прекъсвач: прекъсват се гредата и спирачката се спира.
Важно предимство на системите за виждане е, че те позволяват на овен да остане в по-висока скорост на придвижване по-дълго, преди да се премине към по-бавната скорост на огъване. Тази функция само намалява времето на цикъла на овен с още 20% в сравнение с традиционните хидравлични спирачки.
Някои системи за виждане дори автоматично преоразмеряват зоната за безопасност пред перфорацията според скоростта на таран. След това всеки ход се оптимизира още повече. Германия Pilz CNC лазерна охранителна система

Фигура 2
Системите Vision са „по-умни“ от конвенционалните светлинни завеси.
Системите, базирани на визията, не само реагират по-бързо от конвенционалните светлинни охранители, но и имат повече функции, защото „виждат” повече информация. Например, системи за изображения могат да се използват за проверка на височината на удара и ъгъла на удар. Ако системата за сигурност на зрението не разпознае инструмент, машината спира. Това значително намалява възможността за счупване на неправилно монтирани инструменти.
Усъвършенстван контрол на огъването на помощ
Технологията се използва и за едновременно справяне с присъщите рискове при работа с тези високопроизводителни машини. Най-забележителното подобрение е отклонението от така нареченото цифрово управление (NC) до графичния контрол.
Класическите NC спирачки информират оператора за цикъла на процеса в цифри. Междувременно спирачките за пресоване са се превърнали в многоосни машини. Не е необичайно да имаме четири до шест оси на автоматизирания контрол само на един backgauge. Огромното количество номера, които се показват на оператора, е поразително и понякога неразбираемо, особено когато се работи в неместни единици, като например милиметри за американските оператори.
Най-напредналите графични контроли предоставят на оператора подробни мащабни модели. Операторът вижда преглед на процеса (виж Фигура 3 ), а това, което вижда, е това, което получава, когато натисне педала. Това предупреждава оператора на backgauge, който потенциално прокарва листа в него.
Пример за това как този вид графичен контрол може да направи разлика е, когато частта се сблъска с спирачката при прегъване (виж Фигура 4 ). Изключително важно е операторът на спирачната система да е наясно кога и къде могат да възникнат тези сблъсъци или вторични точки.
Околната среда около прес-спирачката обикновено съдържа купчини плоски заготовки, кошници с оформени части, работни маси, кутии за инструменти и предни носачи, свързани към спирачката на пресата. Всички тези елементи са потенциални опасности, когато частите се оформят по-бързо. Технологията може да се използва за идентифициране на размера и формата на опасната зона за всяка отделна част. Например, когато са разположени фланци в центъра на частта, предният фланец се образува надолу (виж фигура 5 ). Дори някои от най-опитните оператори не очакват, когато частта ще се придвижи надолу по време на огъване.
Тези технологични постижения не винаги са ограничени само до електрически спирачки. Електрическите преси имат сладко място, някъде около 90 тона и по-малко. Това е така, защото електрическата задвижваща система става експоненциално по-сложна при разпределянето на по-високи натоварвания по-дълги дължини на лъча. Конвенционалните задвижвания за хидравлични преси, от друга страна, могат лесно да получат механично предимство просто чрез увеличаване на диаметъра на цилиндъра. Чрез прилагането на съвременни технологии и тук, тези конвенционални хидравлични машини вече могат да достигнат до производителността на електрическите преси. С подобрен хидравличен поток, скоростите на претоварване могат да се увеличат с около 40% в сравнение с конвенционалните хидравлични системи.
Електрическите спирачки за пресоване също са свързани с намалени разходи за енергия, но това също може да се приложи към конвенционалните хидравлични спирачни преси благодарение на съвременната технология. Емулатори с променлива честота се поставят нагоре по веригата на захранването на главния двигател. Вместо да пускат помпата / моторната група при постоянен променлив ток от 60 цикъла в секунда, емулаторът с променлива честота постепенно променя скоростта на двигателя, като постепенно увеличава или намалява честотата на променливотоковото захранване. Този процес създава динамична система, тъй като скоростта се контролира от циклите в минута на променливотоковото напрежение, а не от напрежението. Потреблението на енергия е намалено в диапазона от 30%.
Допълнителна поддръжка
По-високата производителност в по-големите машини създава други проблеми, свързани с безопасността. По-големите части се обработват по-бързо, така че операторите също се износват по-бързо. Някои прогресивни производствени магазини сега въртят операторите си от спирачката за пресоване, за да им дадат почивка от цялото тежко повдигане. Тук може да помогне технологията.
Могат да се добавят динамични листови опори за тежко повдигане (виж фигура 6 ). Операторът просто поставя плочата срещу задния ограничител и натиска педала. Повдигането се синхронизира автоматично с движението на буталото. Поради въртящите се и издърпващи движения на материала по време на огъване, се изискват още три оси за управление на движението, за да се осигури хармонизирано движение между плочата и повдигача.

Фигура 3
Неправилно поставената заготовка се изважда от предната част на спирачката за пресоване, когато се стартира цикъла.
Динамичните листове поддържат и подобряване на качеството чрез елиминиране на възможността за обратен завой, когато операторът не поддържа правилно частта през целия цикъл на овен.
Технологията също променя формата на инструмента. Повечето съвременни спирачки за пресоване са оборудвани със система за захващане на електроинструмента. Тези системи засягат главно времето за настройка не само чрез намаляване на загубата на време от затягането на винтовете, но и чрез автоматично поставяне на инструментите в начално положение, като по този начин се елиминира възможността за неправилно инсталирани инструменти.
Повечето прецизни производители на инструменти използват някакъв вид предпазител за защита на оператора от падащи инструменти. Пълноразмерният улов на лястовича опашка е нова характеристика, въведена на пазара в Северна Америка (вж. Фигура 7 ). Тази система не само предпазва удара от падане, ако затварянето се отваря, когато овенът е нагоре, но също така позволява предно вертикално инсталиране и отстраняване на всякакъв размер или тегло.
Друга забележителна характеристика на безопасността и производителността е, че страничната хоризонтална инсталация и отстраняване са подобрени заради плъзгача в пълен размер.
Като цяло, последните постижения в технологиите улесняват операциите по огъване на производителите да вървят в крак с днешните по-бързи системи за рязане, като в същото време значително подобряват безопасността на оператора.

Предни метални листове за огъване