
Crowning Table Осигурете висока прецизност при огъване на Pressbrake
За да се гарантират точни, повторяеми резултати при формоването, е важно да се компенсира отклонението, което по същество възниква в гредата (табуретката) и таблицата на спирачката при натиск. Без компенсация на отклонението вероятно е детайлът да има някаква форма на деформация в центъра, когато се огъва по цялата дължина на спирачката. Това е особено важно за спирачките от 8 фута или повече, 80 тона или повече, и при огъване на дълги или големи части, но това може да се случи и при образуването на по-къси детайли. За да се запази ъгълът на огъване по цялата дължина на детайла, спирачката на пресата се нуждае от коронна система, или в гредата, и в таблицата, или в двете.
В тази епоха на кратки партиди, сложни части и бърз обрат, короната гарантира ефективност, точност на частите и повторяемост. При приложения с висок тонаж, короната помага да се произведат прави извивки в предизвикателни материали с висока якост на опън.
Основи на короната
Повечето съвременни спирачки за пресоване използват серво-хидравлична система, в която затворена система контролира положението на овен. На всеки край на гредата, под лявото и дясното бутало, системата за измерване на позицията следи точността на движението и позиционирането на гредата. Управлението на машината обработва тази информация и я използва за позициониране на гредата с точност до 0,01 mm. Това се постига чрез активиране на лявата и дясната серво клапани в горната част на всяко хидравлично бутало.
По време на цикъла на огъване, серво-хидравличната система гарантира, че буталото на всеки край на гредата достига програмираното положение, установено в управлението на машината, което води до правилния ъгъл на огъване. Тъй като притискащите спирачки са склонни да отклоняват под натоварване, особено в центъра на машината между буталата, ъгълът в центъра на спирачката за пресоване ще бъде по-тъп от ъгъла под овен. Без намеса, тази деформация ще доведе до промяна на ъгъла на огъване по дължината на спирачката за пресоване.
За да компенсират, натиснете спирачките могат да бъдат оборудвани с коронна система, която генерира противоположна сила, или "крива", за да компенсира отклонението на гредата и масата. Коронната система гарантира, че плъзгачът и масата са успоредни по време на огъване (виж фигура 1 ).
Crowning се използва от края на 70-те и началото на 80-те години. Търсенето на пресови спирачки с по-висок тонаж, стомани с висока якост на опън и нуждата от огъване на по-дългите дължини са подхранили необходимостта от коронясване, тъй като отклонението на рамката на машината е по-голямо в тези приложения.
Преди да се появи коронацията, производителите на пресови спирачки трябваше да прецизират кривата в таблицата на спирачката, за да компенсират около 75% от деформацията на машината. Днес системите са по-напреднали. Използвайки програмируеми системи за корониране, операторите въвеждат в контрола дебелината на листа, дължината, отвора на матрицата и данните за якостта на опън на материала, което автоматично определя истинската деформация на масата и тавана, а за всеки завой се получава предварително натоварване. Заедно хидравличната система и коронка на пресовата спирачка постигат точен ъгъл на огъване с минимална намеса на оператора.
Избор в пресоващата уплътняваща маса
Crowning обикновено се използва за преси спирачки 80 тона, 8 фута или по-големи по размер. Crowning може да се приложи за по-ниски тонажни спирачки, но това зависи от дължината на спирачната маса на пресата и приложението. Колкото по-голямо е разстоянието между стойките, толкова по-голяма е деформацията на машината. Също така, колкото по-голям е тонажът на машината, толкова по-голяма е нуждата от компенсация за отклонение. За огъване както на дебели, така и на тънки материали се препоръчва коронна система.
Хидравличните коронки и CNC механичните клиновидни коронки са двата най-често срещани типа коронни системи. Клиновидната коронна система може да бъде закупена като добавка към спирачката на пресата чрез производител на спирачка за пресоване или доставчик на инструментална екипировка. В машината е вградена хидравлична коронка. Цената на тези системи е сравнима, така че селекцията е по-скоро въпрос на точност, ефективност и приложение.
Хидравличното корониране прилага натиск върху цилиндрите по време на хода на огъване, за да компенсира отклонението на машината. Повечето от тези системи не са в състояние да прилагат коронясване по цялото легло на машината. Вместо това, количеството отклонение, което системата за корониране се настройва, зависи от местоположението на цилиндъра. Някои хидравлични коронни системи използват само централен цилиндър или трицилиндрова система, а някои осигуряват корониране над 60% от леглото, но не и пълната дължина на леглото.
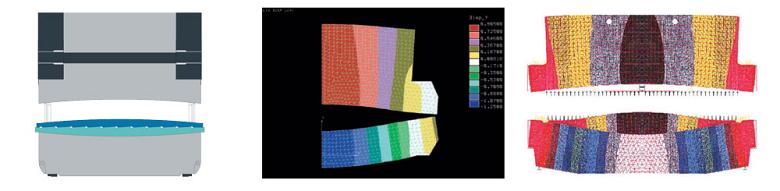
Фигура 1
Ако горната и долната греда не са успоредни по време на огъване, ъгълът на огъване ще се различава по дължината на детайла.
Всички хидравлични цилиндри използват една и съща хидравлична линия. В резултат на това нито един цилиндър не може да приложи цялата сила на короната; тази сила се прилага върху всички хидравлични цилиндри, независимо дали има две, три или 10.
Клиновидната коронна система се състои от два реда клинове по дължината на леглото; единият ред е фиксиран, а другият е подвижен (виж фигури 2 и 3 ). Клинът в средата на леглото има по-висок наклон от клиновете под буталата и ъгълът на наклона намалява към овен от средата на леглото.
Когато се активира, подвижният клин създава крива с високата точка в центъра на леглото и най-ниските точки в двата края на леглото под буталата, за да се създаде сплайна крива в таблицата. Коронната система, която се контролира автоматично, компенсира отклонението на леглото и гредата при различни сили на огъване. В клиновидната система таблицата е проектирана да понесе определен товар в зависимост от необходимия тонаж. Някои коронни системи осигуряват точност на програмиране от ± 0.01 mm и повторяемост на позиционирането от ± 0.005 mm.
Системата на клина е за коронация за цялата дължина на леглото, защото е обработена специално за това легло. Също така може да се справи с компенсирането на деформацията на по-високи тонажи и по-къси дължини на леглото. Коронацията може да се регулира така, че да се огъва на всяка позиция на леглото. Това регулиране се извършва в реално време чрез контрола, така че няма да се загуби време за производство.
За разлика от това, универсалната система за клина не е специфична за спирачката на пресата и е изградена от стандартен дизайн на клина. Той може да се контролира от CNC и да отчита отклонението, но не е специфичен за приложението или неговите материали. Той също така не използва централна база данни, за да изчисли необходимата корекция на отклонението, така че способността му за коронясване да е ограничена и по-сложна.
Универсална коронна система може да бъде монтирана към съществуващата спирачка за пресоване, за да подобри нейните възможности. Също така може да се монтира на по-малка тонажна спирачка за начално ниво, която не се предлага с корониране, за да даде на оператора по-голям контрол над процеса на огъване.
Усъвършенстването на системата за коронясване може да бъде полезно и понякога е необходимо, особено когато приложението се променя или еволюира. Например, ако производител на ОВК премине от производство на жилищни компоненти, които могат да се оформят ефективно, без да се увенчават с производството на много по-големи и по-тежки компоненти за индустриалните единици, новият профил на частта диктува необходимостта от коронясване. Коронната система ще увеличи ефективността чрез елиминиране на броя на настройките и настройките за производство на по-дълги дължини на огъване.
Предизвикателства за формиране на отклонение за Pressbrake Коронационната маса
Чрез осигуряване на постоянен ъгъл по цялата дължина на завоя, коронясването също намалява операциите по настройка, минимизира скрапа и елиминира необходимостта от намеса на оператора или от високо квалифициран оператор за спиране на пресата.
Без коронна система преодоляването на отклонението на машината е ръчна работа с помощта на подложки или чрез регулиране на матриците. Изчисляването на необходимото количество шейминг може да отнеме време, което често е пробно и грешно, което води до скъпоструващ скрап. Дори опитни оператори за настройка ще генерират известно количество скрап, когато правят части на машина с ръчно регулирано коронно легло.
Системата за коронки с ЦПУ автоматично произвежда тези изчисления. Той също така намалява нивото на уменията, необходими за работата на машината, като по този начин подобрява ефективността и производителността.
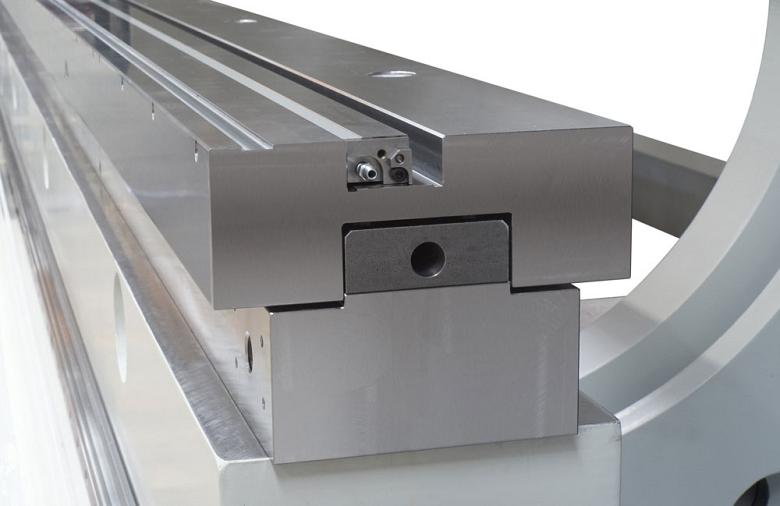
Фигура 2
Тази клинообразна коронна система се изработва по поръчка за всяка преса. Свързаните компоненти са изработени
Въпреки това, нито една коронна система не може да компенсира проблемите с инструмента, като например лошото перфориране и подравняване на матрицата и асиметричното плъзгане на детайла. Непрецизната или неравномерно износена инструментална екипировка ще образува части с непостоянни ъгли. Проблемите с инструментите са отчасти отговорни за проблеми, свързани с неравномерни ъгли по линията на огъване.
Прецизните наземни инструменти помагат за осигуряване на точни ъгли на огъване по цялата дължина на огъване. Матриците имат прогресивен радиус от двете страни на V-отвора, позволявайки на материала да се влива в матрицата по-равномерно и с по-малко съпротивление (виж фигура 4 ).
Високо тонажни приложения за по-голямо огъване на Pressbrake
CNC коронната система компенсира симетричното отклонение на пресовата спирачка. Когато свойствата на материала са еднакви по дължината на детайла, стандартният коронка е достатъчен. Но когато свойствата на материала са променливи и по-предизвикателни - особено с по-тежки или по-дълги детайли и с материали с висока якост на опън като S1100, S1300, Hardox® и Armox® - по-усъвършенствана система за корониране, контролирана от CNC повече компенсации за деформацията на машината и, в крайна сметка, по-голяма гъвкавост.
Материалите с висока якост на опън изискват повече сила, за да се огъват, имат по-голяма устойчивост и следователно изискват повече коронки (виж фигура 5 ). Увеличават се употребите на материали с висока якост, особено при големи приложения на огъване (12 фута или повече), тъй като производителите искат да намалят теглото на крайния продукт, без да застрашават структурната цялост.
Коронацията е още по-критична за тандемни, тридемични или quadem преси, които комбинират съответно две, три или четири спирачни преси с подобен или различен тонаж в синхронизирана конфигурация. Тези системи синхронизират цилиндрите на машината на всеки 5 милисекунди и непрекъснато проверяват, за да се гарантира, че в машината има постоянно движение по права линия. Някои от тези машини използват още един тип коронна система, която включва двойна коронационна маса. По същество това са две CNC корониращи системи един върху друг с асиметричен, но допълващ се профил.





